挤压模具的结构
1、工作带
型腔尺寸作用:工作带垂直与模具工作端面并形成型材形状,尺寸和表面质量,取值要保证铝材公差并尽量延长模具寿命。
工作带的长度:工作带长度过短,产品的尺寸难以稳定,也容易产生波纹,椭圆度,压痕,压伤,同时模具易磨损降低寿命。工作带过长时,会增大金属的摩擦作用,增大挤压力,易于粘接金属,易使制品表面擦花,划伤,毛刺,麻面,搓衣板等缺陷。
2、空刀
保证铝材通过,保证铝材质量及模具寿命。若出口空刀过小,这容易刮伤铝材表面,甚至塞模,如果出口空刀过大,会减弱工作带的强度,引起工作带的变形,压塌,降低模具的使用寿命甚至报废。
3、导流板(槽)
图片
4、分流孔
铝通过型孔的通道、形状、断面尺寸、数目及不同排列方式,都直接影响挤压成型质量、挤压力、寿命,分流孔的数量尽量少,以减少焊合线,增大分流孔面积,减小挤压力。
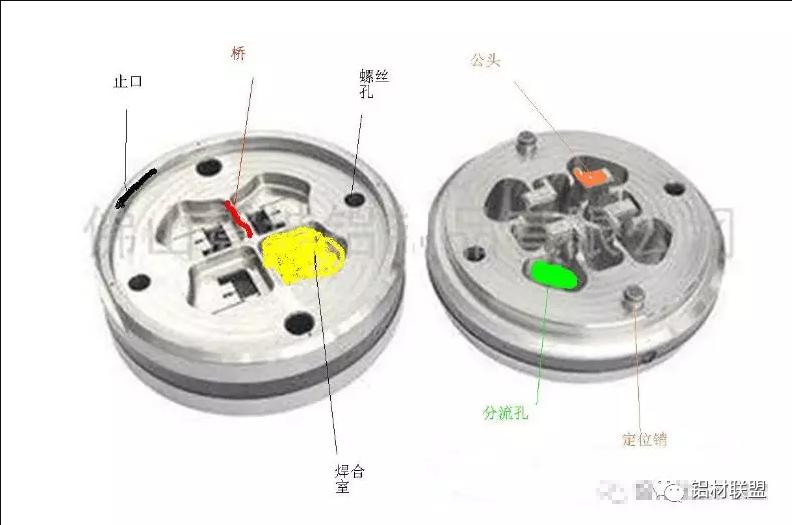
5、分流桥
它的宽窄与模具强度、金属流量有关。分流比的大小直接影响到挤压阻力的大小,成型的质量与焊合的质量。
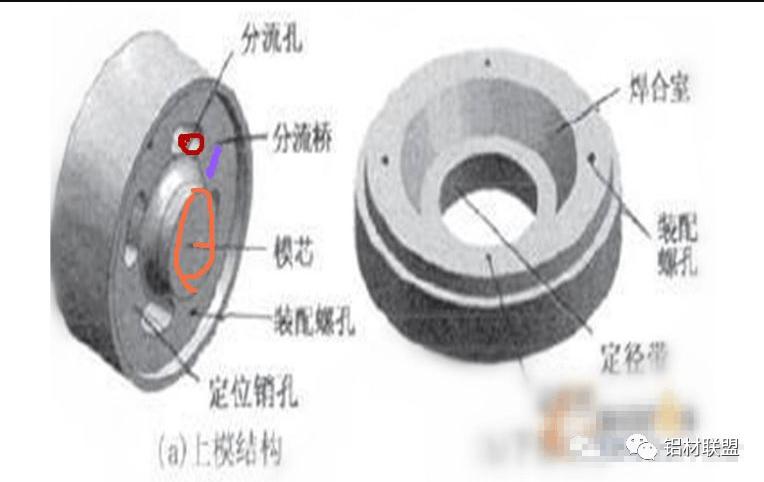
6、模芯
决定内腔的尺寸和形状。通过与下模的型腔配合间隙生产出有空心部分的铝合金。
7、焊合室
金属集聚并焊合的地方焊合室的容积与截面积与制品的截面之比越大,则焊合室所建立起来的静水压力也就越大,铝在焊合室停留的时间越长,焊合质量也就越高。
铝型材平模
另外模具结构设计是否合理,还要看它的分流比,和挤压比。
分流比:分流孔的截面积和型材截面积之比,直接影响挤压阻力大小,成型质量和焊合质量。
挤压比:挤压筒的截面积与型材截面积之比,是衡量此型材是否适合在该挤压机上生产的重要参数之一。

免责声明:本文来源于网络,版权归原作者所有,且仅代表原作者观点,转载并不意味着铝加网赞同其观点,或证明其内容的真实性、完整性与准确性,本文所载信息仅供参考,不作为铝加网对客户的直接决策建议。转载仅为学习与交流之目的,如无意中侵犯您的合法权益,请及时与0757-85529962联系处理。






